Anfang März sind wir im Rahmen des Projekts EnvironMINT (BMBF: Gelingensbedingungen guter MINT-Bildung) nach Kamp-Lintfort am Niederrhein gereist. Zusammen mit unseren Kollegen der Friedrich-Alexander-Universität Erlangen-Nürnberg und der Hochschule Rhein-Waal haben wir bei einer 3-tägigen Workshopreihe untersucht, was Kinder und Jugendliche zu Fab Labs hinzieht und was sie davon abhält. Die knapp 100 Kinder eines Gymnasiums vor Ort haben uns durch die Teilnahme bei Kreativ-Workshops, Fokusgruppen und Interviews dabei geholfen, ihren Alltag besser zu verstehen. Dabei haben wir sehr viel von den SchülerInnen gelernt.
Was interessiert die Kinder und Jugendlichen eigentlich? Wie sollten man Workshops gestalten, die Spaß machen und lehrreich sind? Was schreckt ab? Wie sieht der Alltag so aus?
Nach einer Führung durch das FabLab Kamp-Lintfort – Hochschule Rhein-Waal und einer kleinen IoT-Demonstration mit unseren Goodies durften sie selbst ran und ausprobieren. Dabei waren unter anderem ein selbstgedrucktes und -gebautes Mikroskop, ein ferngesteuerter Malroboter mit dem Calliope Mini, ein Synthesizer-Kit von littleBits und viele coole andere Sachen.
Wir werden im weiteren Verlauf auch mit LehrerInnen, MakerInnen und Eltern sprechen, um besser zu verstehen, wie coole MINT-Angebote aussehen sollen und was die Hürden für alle Beteiligten sind. Am Ende des Tages gestalten wir die Konzepte ja nicht für uns – sondern die Menschen die es betrifft.
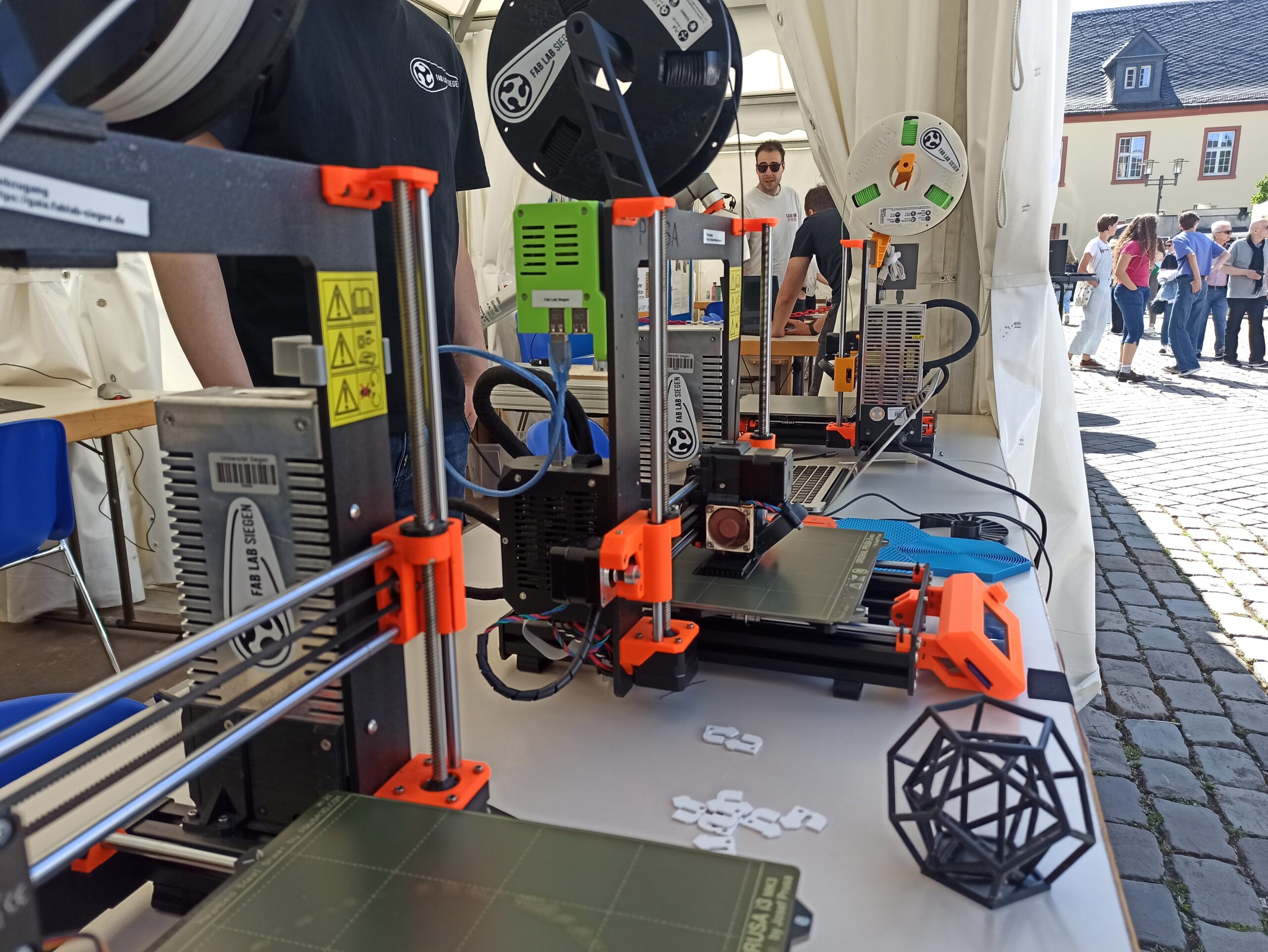
Am 14. Mai waren wir mit einem Stand bei der Offenen Uni am Unteren Schloss vertreten. Mit im Gepäck hatten wir ein paar 3D-Drucker, unseren Roboterarm, sowie unsere Augmented Reality Sandbox.
Über den Unteren Schloßplatz verteilt, waren jede Menge Einrichtungen und Studiengänge und Forschungsprojekte vertreten, um sich vorzustellen. Es hat uns sehr gefreut das viele von euch uns besucht haben. Klar, das Wetter war schön und es gab‘ ja auch einen Eiscreme-Truck direkt neben unserem Zelt.
Am Stand konnten Besucher:innen lernen mit dem 3D-Drucker umzugehen, es gab‘ viele Interessierte, die schließlich mit eigenen gedruckten Teilen nach Hause gehen konnten. Unser Roboterarm, hat munter den ganzen Tag gezeigt, wie man Objekte 3D scannen und digitalisieren kann (um sie dann beispielsweise mit den 3D Drucker zu replizieren). Die Augmented Reality Sandbox kam besonders gut an. Man kann mit dem Sand eine Topografie einer Landkarte interaktiv verändern, Berge und Täler bauen, um dann anschließend mit einer Wasser- und Regen-Simulation den Fluss des Wassers auf der Karte zu beobachten. Eine tolle Möglichkeit, etwas über Topografie und Augmented Reality zu lernen.
Das Fab Lab Siegen ist neuerdings, dank der Förderung REACT-EUaußerschulischer Lernort. Dass MINT-Themen hier praktische Anwendungen finden, hat auch eine Schülerinnen-Gruppe der Gesamtschule Freudenberg herausgefunden. Im Rahmen eines Projektkurses haben die Schülerinnen das Fab Lab besucht, um mehr über die Möglichkeiten digitaler Fabrikation im Rapid Prototyping herauszufinden. Der Kurs findet im Rahmen des Kooperationsprojekts „Next Generation Design for Climate“ zwischen der Uni Siegen (Fokos und Mintus) und Schulen unserer Region statt. Gefördert wird es von der Sparkasse Siegen. Der Workshop dient als erster Aufschlag, ein breites Workshopangebot zu schaffen.
Die Schülerinnen versuchen durch konventionelles Einwegbesteck aus Kunststoff Abfälle zu reduzieren. Da Kunststoff nicht gleich Kunststoff ist, begann die Arbeit im Chemie-Labor in der Chemie-Didaktik bei Prof. Dr. Gröger unter Anleitung von Karina Souza Oliveira.
Welche Kunststoffe gibt es so? Welche Eigenschaften haben sie? Wo kommen die Rohstoffe her und wie wird man sie nach der Verwendung wieder los?
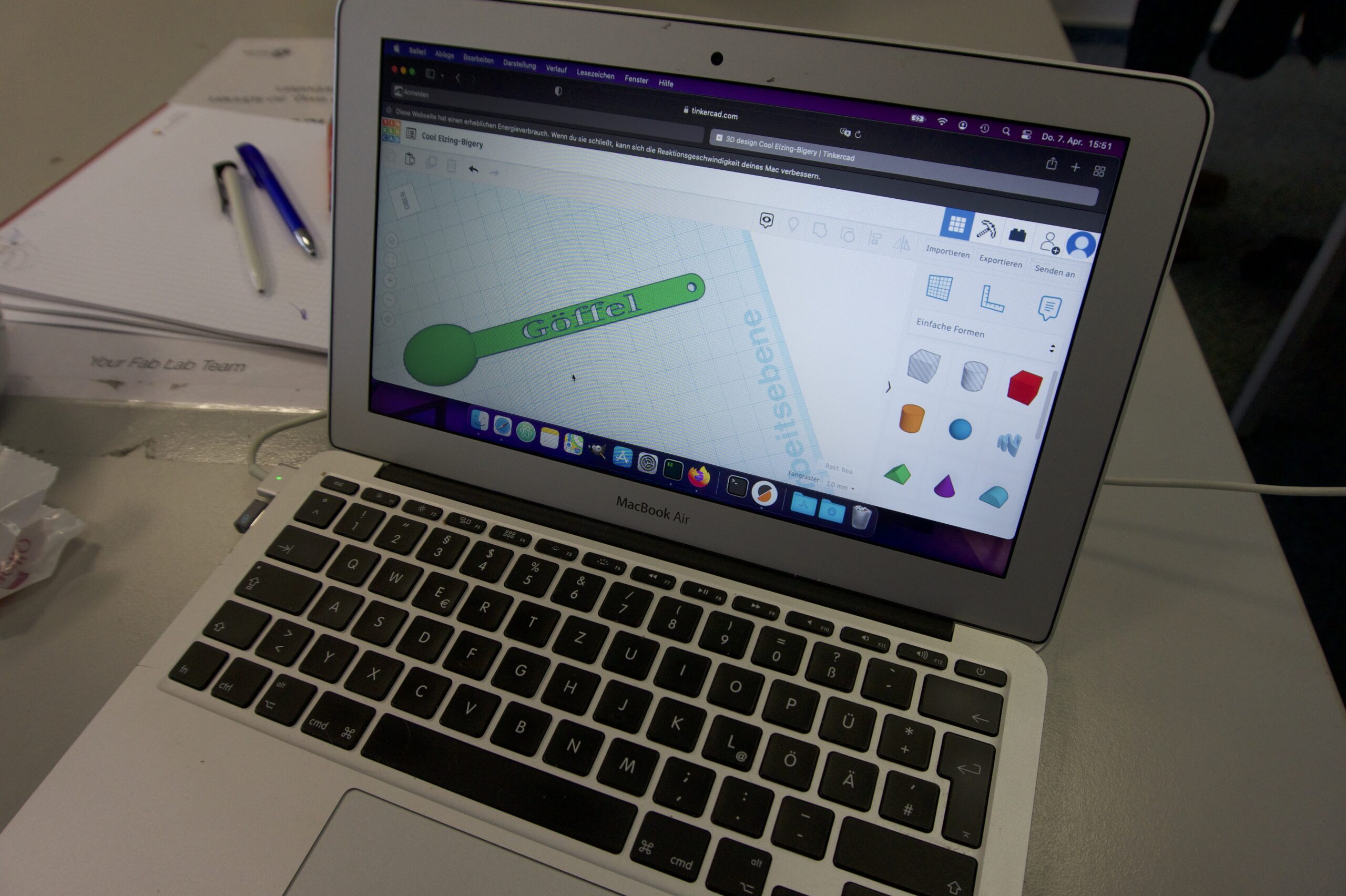
Nachdem sich die Schülerinnen über verschiedene Materialien informiert hatten, entschieden sie sich dazu, das Filament PBS (Polybutylensuccinat) zu nutzen. PBS besteht aus nachwachsenden Rohstoffen, ist CO2-neutral hergestellt und zu Hause kompostierbar. Gute Voraussetzungen also: Das dreckige Geschirr kann direkt nach der Grillparty auf den Kompost. Das eigentliche Produkt (ein Göffel – Halb Gabel, halb Löffel) sollte bei uns im Fab Lab Siegen gestaltet und hergestellt werden. Die Gruppe wurde von Marios Mouratidis in das Fused-Layer-Modelling (FLM) 3D-Druckverfahren unterwiesen und angeleitet. Über mehrere Wochen lernte die Gruppe Grundlagen über die Funktionsweise und Bedienung von FLM 3D-Druckern, verschiedene Materialien sowie die Konstruktion mit einer CAD-Anwendung kennen. Die Prototypen wurden mit Polylactid (PLA) hergestellt. PLA ist zwar nur in Industrieanlagen kompostierbar, wird aber mit Hilfe eines Fermentations- und Polymerisationsprozesses aus nachwachsenden Rohstoffen gefertigt. Es bietet gute Eigenschaften „um mal eben“ einen Prototypen zu drucken. Das Endprodukt wird dann aus PBS gefertigt, da es deutlich elastischer und hitzebeständiger ist.
Weitere Infos zum Projekt Next Generation Design for Climate findest du hier.
Konstruktion mit TinkercadFertiger EntwurfEinweisung in die FLM 3D-DruckerGespanntes Zuschauen an der DruckerfarmStützen werden nach dem abgeschlossenen Druck abgemacht.
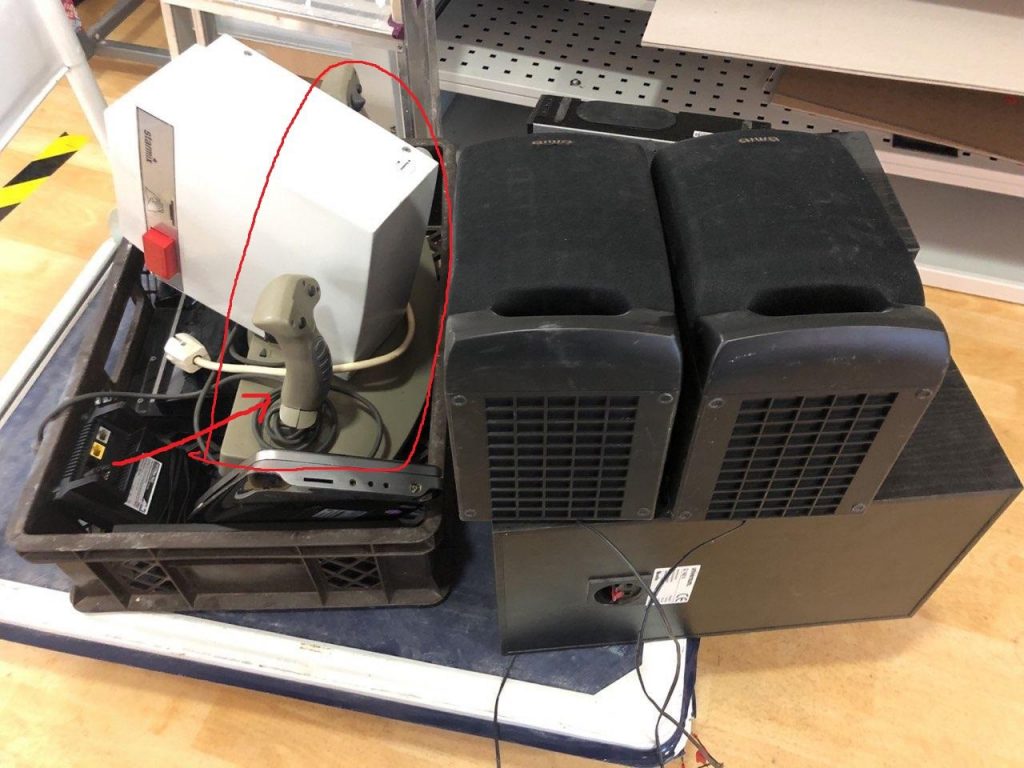
My father bought the thing at the flea market sometime. The price of 5 rubles (Ц. 5Р.) is incorporated in the handle, because at that time in the Soviet Union there was the planned economy and you could get a pack of butter for the same price in the big whole country.
Problem
The drill always did its job. It is particularly suitable for small jobs and you can dose the torque manually. Only at some point the drill got stuck somewhere and my father exerted too much momentum on the big bevel gear until a few plastic teeth sheared off, rendering the thing useless. The old bevel gear consisted of two parts: The front side with the teeth was made of a plastic casting and the back side was made of some kind of metal, which was somehow connected to the plastic (unfortunately no photo). So a new bevel gear was needed.
Solution
First, the teeth of the bevel gear had to be counted. There are 60 teeth. The driven bevel gear has 15 teeth, so there is a ratio of 1:4. In addition, all dimensions, such as the height of the teeth, their width and the bore diameter of the bevel gear had to be measured with a caliper gauge. The problem: the teeth are not simply arranged in a straight line, and their “focal point” is somewhere in the air. They are also wider at the outermost diameter than at the inner diameter of the bevel gear. So the geometry is a real challenge and you can’t just build the thing with a CAD program if you’re not a professional.
But what to do? Fortunately, I happened to come across a solidworks tutorial on the internet. It shows how to create configurable standard parts using the solidworks (SW) design library. And that worked well!
Procedure
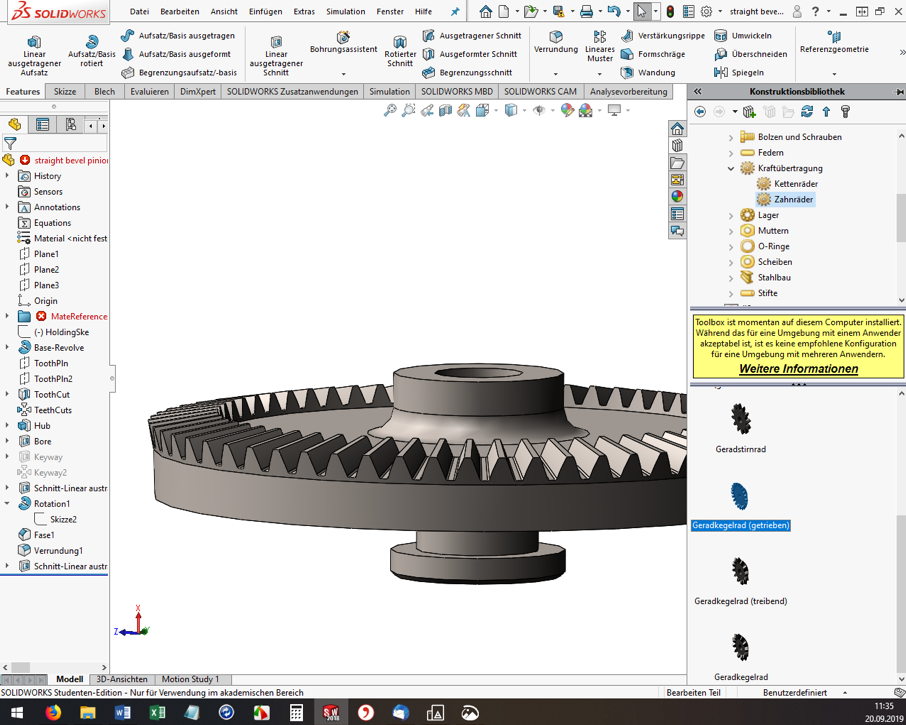
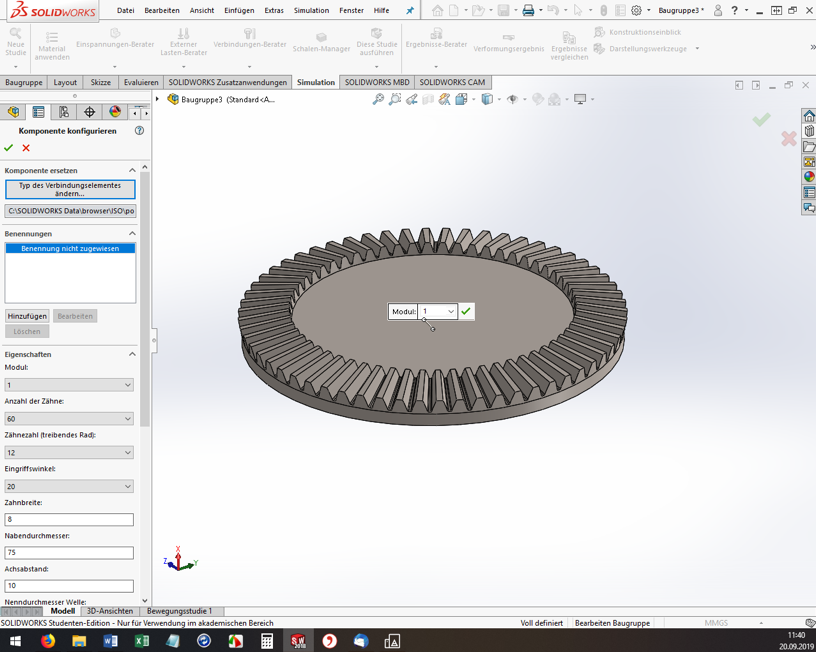
Open Solidworks, open any assembly and throw out all the parts. Somehow it didn’t work out any other way for me. Then, on the right side of the screen, open the construction library and shimmy through the tree. Toolbox, ISO, power transmission, gears, degree bevel gear (driving).
For me, the ISO standard matched well with my Soviet part. Then the “Degree bevel gear (driving)” must be dragged and dropped into the assembly window. Now the “Configure component” dialog opens on the left. The module, the number of teeth, the pressure angle, etc. can be set. Here you have to experiment, have the bevel gear with the green check mark built again and again and measure it. (Tip: If you click on a component edge, the bottom info bar of SW conveniently shows the measured length directly).
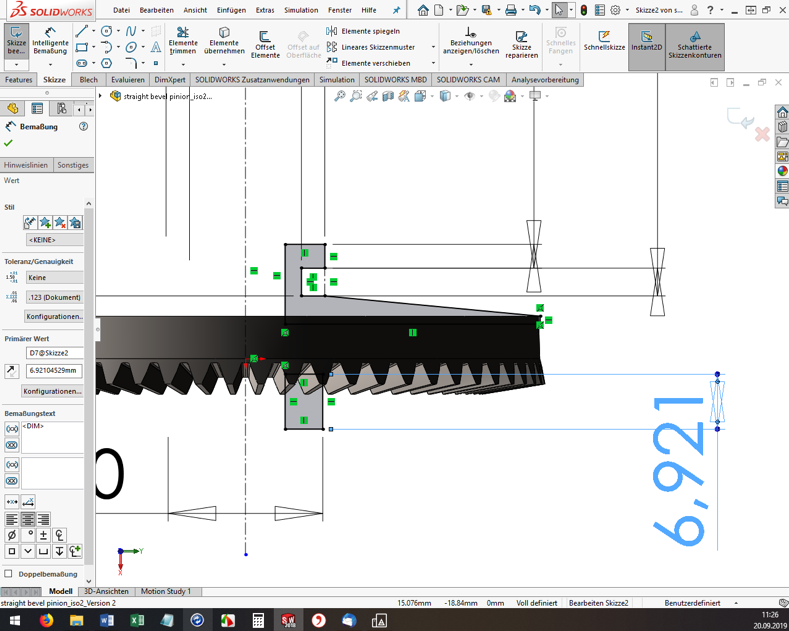
However, you cannot specify all dimensions and geometry properties in the configurator. And here’s where it gets a little tricky. If the tooth geometry of the blank created fits so far, the rest must now be added manually. I used the function “Attachment/Base rotated” to build a created sketch as a body of rotation to the blank (see screenshot). Again, I had to measure the old bevel gear over and over again.
Once you are satisfied with the part, you need to export it to *.STL format for 3D printing. And off we go to the Fab Lab Siegen! Here Fabian helped me out, showed me the 3D printers and started the printing. Thanks a lot! 😊
Result
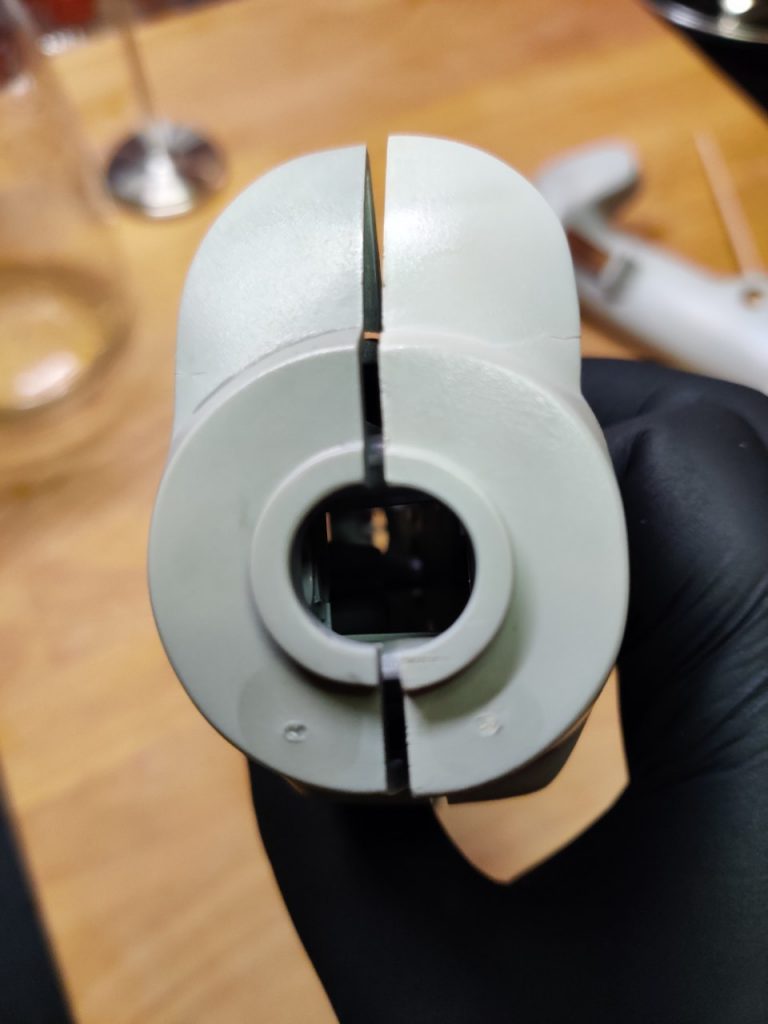
The first print was unsuccessful (of course). In 3D printing, for example, the holes are always slightly smaller compared to the model. The teeth were also too small, so that they could not engage deeply enough with the opposing teeth. These teeth also sheared off during initial attempts. In addition, the bracket for the crank was a bit too thin and is therefore broken off.
But now it was possible to measure the printed bevel gear and improve the dimensions in SW and finally start a second attempt. However, the second time it went better than expected and the bevel gear installed beautifully. The hand drill runs very smoothly and if any problems should occur in a few years, I’ll just print out the bevel gear again 😉 .
During the summer semester 2020, there was a printer in the Fab Lab that was constantly cancelled for testing. The printer with the name “Hades” had to serve as a test object for a children’s book. But what does a children’s book have to do with highly experimental, plastic-saving techniques? Let’s lunge a litte bit.
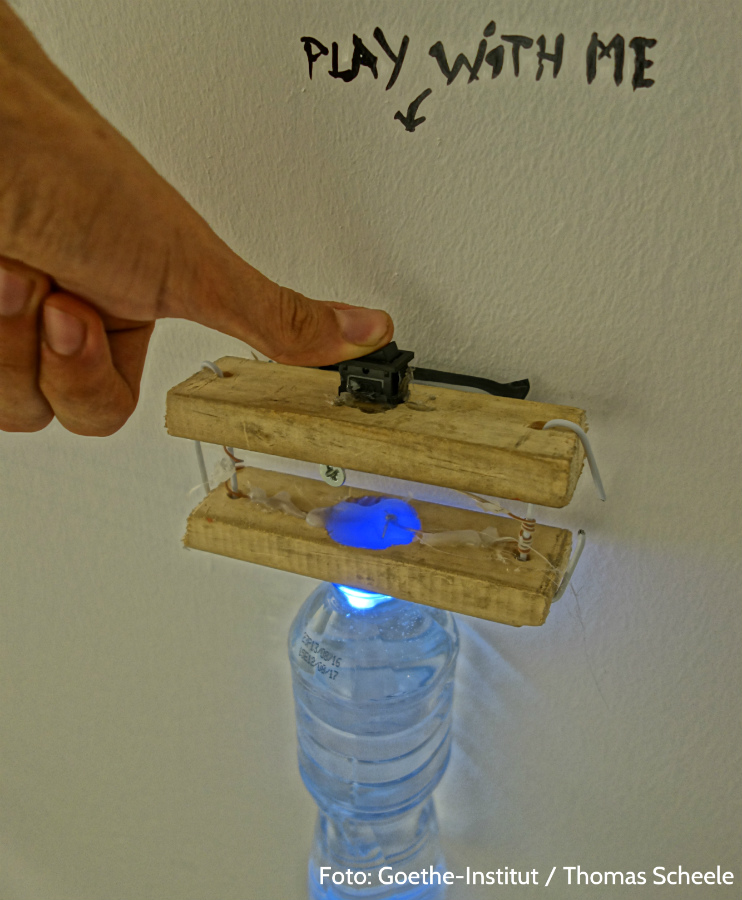
Earlier this summer semester, I decided to develop a children’s book for 3D printers. Together with my fellow student C. Ajiboye, this became a manual that tells a story on one side, one of Ursa, a girl exploring 3D printing through “Learning By Doing.” On the other side, there were explanations of how Ursa finds problems and what solutions it gives for each of them. But the last page was special:
A WLAN-enabled (ESP32) microcontroller was embedded in this page. This one could feel touches via its touchpins. I then soldered these pins to copper surfaces and hid them under the page. One laser cut later, the copper surfaces could be seen shining through.
Thanks to these surfaces it was now possible to give commands to the ESP32. And thanks to the Octoprint servers, it was then possible to give commands to the printers. Yes, you read that right, this little book has a remote control for a 3D printer built in.
But What is the Point of All This?
Restarting a 3D print is not an easy task, so far there is not a single Octoprint plugin that dares to do this. The result is that when a print fails, which the sensors do not notice, a lot of time, sometimes days, and also up to kilos of plastic are lost. This book was intended to prevent that.
A book has many advantages: it’s quickly at hand, it’s often where you want it, and the software doesn’t change much. It is also lighter than a laptop and thus handier to use. What’s more, you don’t have to boot it up or preconfigure it. The interface is simply there.
But How do You Restart a Print With a Book Now?
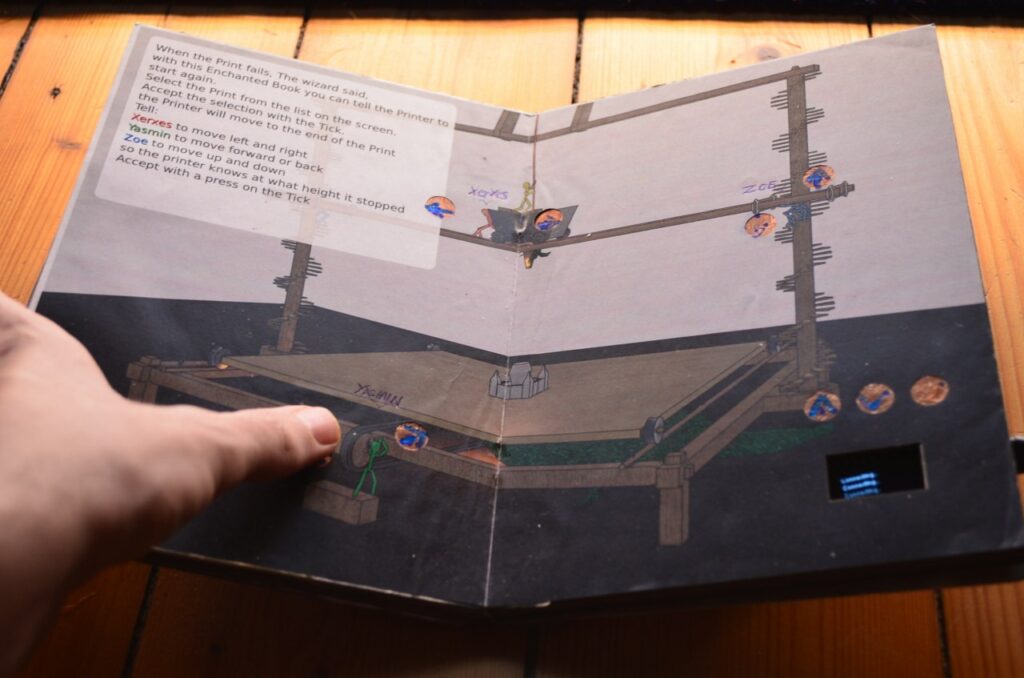
A 3D print is stored in machine code. This “code” is written line by line and executed line by line afterwards. So a group of lines represents a layer, because a 3D print is done layer by layer. If a 3D print fails at one point, the commands could be executed again from this point. In the file, as well as in the real print, an exact height is defined for this. You could measure this height, but neither with the eye nor with a ruler you can find it exactly. With the 3D printer itself, on the other hand, you can find the exact height. Like calibrating old 3D prints, you can now use a piece of paper and the tip to determine to within 0.1mm where a print failed. So, with the book in your hand, you move the nozzle exactly over the pressure, lower it very slowly, and try to feel with a piece of paper placed in between when the nozzle touches the pressure.
The printer then knows exactly where this nozzle is located, if it is still referenced. Based on this height, the code is then split, the necessary initial steps are executed and then the printer prints again as if it had never stopped.
I Want This Too
After this semester I found the time to develop this project as a plugin for Octoprint. So you don’t need your own book and you can try it out in the web interface. But ATTENTION! This plugin is highly experimental and has also once caused damage to a 3D printer. I do not make any guarantees or take any responsibility for future damages and advise to always hover with your hand over the emergency switch until the first layer prints again and you are sure that the printer is working on the correct line.
After the closure is before the start of production. After all, we, like many other public institutions, had to cease our operations on March 16. Now there were a dozen 3D printers standing around unused. MakerVsVirus and other ideas and projects that developed online in the following days invited us to do something against the virus.
Well, to make a long story short, we are now producing facial visors to reduce the risk of infection to medical personnel and other at-risk groups(the hip girls and guys also call them covid shields). The visors are given free of charge to medical facilities.
As part of the cooperation project “Garbage – Environment – Design“, Sarah and Marios, two of our students, travelled to Palestine last year in September. The two-week project, organised by the Goethe-Institut in Ramallah, was intended to counteract the throwaway culture in public spaces from Europe that prevails there and to build a bridge between consumption and art. For this purpose, approaches of “upcycling” should be used, which make something new out of something old.
Two students each from Germany, France and Palestine were involved in the intercultural project and designed the exhibition and built matching exhibits in a workshop. During the ten-day stay on site, prototypes were to be produced collaboratively from everyday objects through upcycling in order to draw attention to everyday environmental problems. The project benefited from the input of other Palestinian and international experts from the fields of design, art, education and architecture.
The material such as pallets, Yton stones and plastic bottles were picked up directly from the street and were only a part of the countless resources used.
An example of the effective use of materials are the hanging gardens consisting of two green bottle walls planted with mint, which were set up to welcome exhibition visitors at the main entrance of the Goethe Institute. The results were exhibited in the Franco-German cultural area for intercultural discussion and experimentation.
In addition, during the students’ visit to Palestine, the action day “Art and Consumption” took place, in which the residents were to actively and collectively clear a piece of land of rubbish and litter.
The aim of the project was to communicate civil rights, but above all civic duties, and to mobilise local young people in particular to take on civic responsibility. Among others, the project was carried out in cooperation with Vecbox, the first Palestinian Makerspace, who brought local expertise.
In the last two days I have been working on retr0bright and I don’t want to withhold my experiences from you. I’m currently retrofitting this old Playstation 2 controller and was actually going to limit myself to the inside, but now I’ve decided to give the controller a bit of a facelift on the outside as well.
However, the primary goal was not to make the controller look nicer again, but to simply have retr0bright done. So I looked around in this internet how retr0bright works and what you need for it. You can find many different recipes and procedures. All involve hydrogen peroxide (H2O2) solution 👨🔬 and (UV) light. I was inspired by this video first and decided on the H2O2 and heat variant:
For this I bought a 3% hydrogen peroxide solution. You can get them for a few euros at Müller or Amazon. To test the procedure, I first performed a small test. There were two parts on the controller that had to be replaced due to damage and could therefore be used as a test and reference object. Before the test, I removed the protection from the parts.
For the H2O2 & heat variation, I mixed the H2O2 with tap water in about a 1:2 ratio and heated it to about 60°C in a pot, then let the first part float in the solution for four hours. Even though no additional light source was used in the video, I still decided to shine a lamp into the pot. Since other tutorials keep saying that the best results can be achieved with ultraviolet light or lots of light in general, I took the brightest/intensive lamp I had there. This is a 50W high power LED which is normally used as plant lighting. But I can’t tell you exactly what wavelength comes out ¯_(ツ)_/¯.
After four hours, I then took the part out of the solution and could perceive a visible brightening, with which I was satisfied.
So in go the next parts. Since I had bought only a small bottle of H2O2 (250ml) and accordingly there was not so much liquid in the pot, I first put in only the front sides of the joysticks, since they are somewhat flatter. Important: the parts should be completely covered. After four more hours, I took out the fronts of the joysticks and compared them to the backs.
I treated the backs using the same process, but I had to improvise a bit because I didn’t have enough of the hydrogen peroxide solution to completely cover the backs. So I decanted the solution into the jar and added some more water and then heated the solution by water bath. This time I couldn’t set up the lamp properly, so I left it out.
After another four hours, I got the parts out. The whitening was much less than the other pieces, so I just let them float in the solution for another three hours. Unfortunately, this did not bring so much.
Black gloves = professional.
Since the actual controller housing is way too big for my pots, I used a different variant here. For large housing parts, the Internet recommends the use of hydrogen peroxide gel. In this process, hydrogen peroxide is mixed with glycerin (among other moisturizing properties) and xanthan gum (E 415, thickening agent). Alternatively, you can use Oxide Cream from the hairdresser: https://www.amazon.de/Cream-Oxide-1000ml-12/dp/B008F5MIL6/ (see reviews).
The procedure here is as follows: The part to be bleached is evenly coated with the gel and then, if possible, wrapped airtight (zip lock bag or cling film) and placed in the sun or under a lamp for about 24 hours. Wrapping is to prevent the gel from drying out too quickly.
The aluminum foil serves only as protection for the table. Then quickly built a bracket for the lamp 👨🔧.
After about 24 hours, I then freed the case from the cling film and washed it properly. It has become brighter, but unfortunately not as much as the other parts.
BeforeAfter
I also put the backs of the joysticks under the lamp overnight. In the morning, the parts looked like this:
A photo series was created from a plaster face mask.
A point cloud from the photo series was created with Linux/Colmap.
The points were cleaned up and processed with Meshlab
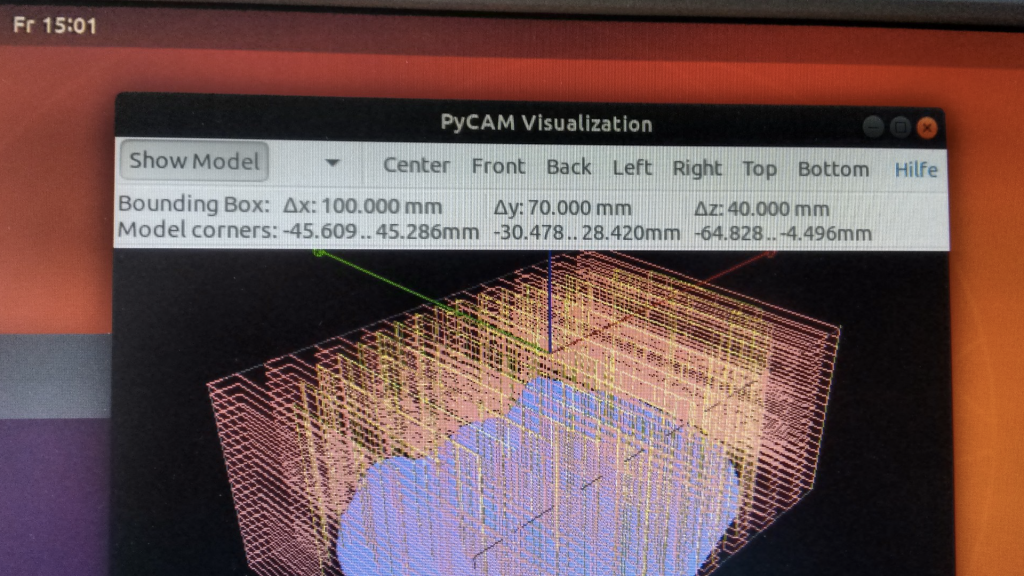
The milling paths were generated with Pycam.
The toolpath files were created with a tool developed in-house.
simplified so that the GCode can be run with the Fablab CNC software as well as NCcad.
The workpiece: a 1 1⁄2 year old, dried piece of end-grain wood, pre-drilled for “spaxing” onto the sacrificial plate.
Cutter: 6 mm cylinder for “roughing” and 6 mm spherical head for “finishing”.
About The Manufacturing Process
The feed rate for milling could be increased significantly. The cutter length was not sufficiently taken into account during the creation. This is how the saying of the day came about: “One more delivery is possible”. Before any collisions occurred, it was stopped. After remodelling and x-times finishing (Proxxon), the following emerged:
This project was kindly supported by the University of Siegen. Many thanks for this, especially to Daniel for his collaboration and Helga for text drafting and layout.
Remark: Only a very slow Linux notebook (Ubu 19.04) is available on site. (possibly faster with SSD or cloud computing ??) Network access for updates planned. Friday afternoons are aggravating and not so well suited for such projects with public traffic and the limited time of the staff. Other spax screws are missing or have not been found. The cutter selection is limited. Unsolved : Chatter marks.
On the evening of that December day in 2019, I held in my hand the first copy of a 3D print of one of my designs.
I have been working artistically with multipart images and objects since the 90s and was looking for a method to transform a design into a sculptural object from the 3D printer.
Members of Fab Lab Siegen accompanied me in several steps: From the basic information about the Fab Lab and its possibilities, the ways of designing from “my” graphics programme via CAD programmes to the printer control, a lot was new for me. But in the great working atmosphere it was fun to get involved with new things.
Now the new object hangs provisionally on the wall, for “test viewing”, so to speak. I am concerned with the mechanisms by which our perception “sees” something as a whole with the help of partial information. The quality of visual information, redundancy, the “information gap” – such terms run through my head.
Here in the work you can see how, despite the distances between the stripes, the impression quickly arises in many places that rectangles, seen in perspective, are being depicted there. The gap suddenly becomes information. With David Amend at the end of the day, I got to talk about how the exact same thing is happening with fake news, an area in which he had experience from a computer science perspective. This is how fragments become a narrative and how easily “truth” emerges in our minds. That brings me back to my artistic theme.
If you want to go a little deeper, you can find more material on my blog.
If you want to experience more art in Siegen, please refer to the ChaosFlux from 24-26 April. Mehr Infos: https://chaosflux.de/de/about/