Am Samstag den 14. Mai sind wir von 10-16 Uhr am Campus Unteres Schloss mit einem Stand bei der Offenen Uni vertreten. Wir bringen 3D-Drucker, einen Roboterarm und die Sandbox und freuen uns, wenn ihr vorbei kommt. Unsere Standnummer ist die 32.
Zusätzlich zu unseren Open Lab Zeiten jeden Mittwoch von 14 bis 20 Uhr gibt es dieses Sommersemester auch Zeiten, an denen das Lab extra für Studierende geöffnet ist. Studierende können ab sofort auch an Dienstag und Donnerstag zu folgenden Zeiten im Fab Lab arbeiten:
Dienstags von 13 – 16 Uhr
Donnerstags von 14 – 17 Uhr
Diese erweiterten Öffnungszeiten richten sich gezielt an Studierende der Universität Siegen, um zusätzliche Zeiten zu bieten, um an ihren Projekten zu arbeiten. Personen, die nicht der Universität angehören, können wie gewohnt mittwochs zum Open Lab kommen.
Wir melden uns mit guten Neuigkeiten! Das Fab Lab öffnet seine Pforten ab Semesterbeginn endlich wieder. Wir freuen uns also, euch den Termin für das nächste Open Lab verkünden zu dürfen: Mittwoch, der 06. April.
In Anbetracht der nach wie vor sehr hohen Corona-Fallzahlen haben wir für BesucherInnen des Labs allerdings ein paar Empfehlungen:
Innerhalb unserer Räumlichkeiten empfehlen wir die 3G Regel beizubehalten (genesen, geimpft, getestet). Weiterhin ist empfohlen durchgehend eine Maske zu tragen. Natürlich darf die Maske zum Trinken abgenommen werden, wir bitten aber darum, diese danach direkt wieder aufzusetzen. Aus diesem Grund sind aktuell auch offene Getränke (bspw. Kaffee/Teetassen) nicht gerne gesehen, da diese erfahrungsgemäß zu einem “Kaffeeklatsch” führen 😉 Statt direkt am Arbeitsplatz zu essen, bitten wir euch, eure Speisen an denoffenen (!) Fenstern in der Lobby bei Startpunkt zu konsumieren, um die Sicherheit aller Anwesenden zu gewährleisten.
Die BesucherInnen-Anzahl im Fab Lab ist auf maximal 20 Gäste beschränkt.
Zusammengefasst:
maximal 20 Gäste im Lab
3G empfohlen (genesen, geimpft, getestet)
um durchgehendes Tragen der Maske wird gebeten (Ausnahme: Trinken und Essen in bestimmten Bereichen)
Wir möchten gerne auf eine Veranstaltung des Mittelstand 4.0-Kompetenzzentrum Siegen zum Thema Start-Ups aufmerksam machen.
Start-ups gelten als neue Impulsgeber für die digitale Transformation des Mittelstandes. Durch Kooperationen können sich gemeinsame innovative Lösungen entwickeln, aus denen neue Geschäftsmodelle, Produkte und Dienstleistungen entstehen. Vor allem wenn es um die Umsetzung von Technologien in der Industrie 4.0 geht, birgt die Zusammenarbeit zwischen kleinen und mittleren Unternehmen (KMU) und Start-ups große Potenziale. Gemäß dem Motto des Startpunk57: „Keine Idee und kein Ideengeber darf verloren gehen“ möchten wir auf die Innovationen in der hiesigen Region hinweisen und handfeste Möglichkeiten bieten, konkrete Szenarien und Produkte zu testen und auszuprobieren. Mit der Veranstaltung „Informieren-Demonstrieren-Ausprobieren – Das Softwareevent“ haben Sie dazu die Möglichkeit und kommen ohne große Hürden mit Start-Ups aber auch etablierten Unternehmen unserer Region ins Gespräch. Anhand von interessanten Beispielen und Erfahrungen aus der Praxis werden den Teilnehmenden viele motivierende und impulsgebende Möglichkeiten bestehender Software und Dienstleistungen „Made in Südwestfalen“ aufgezeigt. Sie können selbst ausprobieren und somit wertvolle Erfahrungen sammeln.
Termin und Ort:
31.05.2022 13:30 Uhr – 16:30 Uhr FabLab Siegen & Startpunkt57 im Haus der Innovation (Sandstraße 26, 57072 Siegen, 1.OG)
In Anbetracht der aktuellen Inzidenzen haben wir zu unser aller Sicherheit beschlossen, das Fab Lab bis auf weiteres geschlossen zu halten.
Ein fester Termin für eine Wieder-Öffnung steht derzeit nicht fest. Sobald das Pandemiegeschehen ein sicheres Open Lab wieder zulässt, werden wir dies hier auf der Website, per E-Mail und Social Media bekannt geben.
In dringenden Fällen, z. B. für die Arbeit an Abschluss- oder sonstigen Projektarbeiten, kontaktiert uns und wir finden eine Lösung.
Vor dem Hintergrund des in den kommenden Wochen zu erwartenden Pandemieverlaufs hat die Universität Siegen ihre Maßnahmen angepasst. Alle Gebäude der Universität bleiben daher bis einschließlich zum 06.02.2022 für die Öffentlichkeit geschlossen. Wie es danach weiter geht, ist zum jetzigen Zeitpunkt noch nicht bekannt.
Für das Fab Lab bedeutet das, dass bis mindestens zum 06. Februar kein Open Lab stattfinden wird. Entgegen unserer letzten Aussage findet dementsprechend auch kein Open Lab am kommenden Mittwoch, den 19. Januar statt. Wir hoffen, dass wir euch am 09.02. wieder bei uns begrüßen dürfen, können dies derzeit aber noch nicht versprechen.
Rohrbögen werden im industriellen Produktionsalltag mittels Rotationszugbiegen gefertigt. Beim Rotationszugbiegen wird das Profil um eine innen liegende Biegeform gebogen. Damit das zum Biegen notwendige Moment aufgebracht werden kann, wird das Profil einseitig durch den Gegenhalter geführt. Das andere Ende des Profils wird mit der Klemmbacke an die drehbar gelagerte Biegeform geklemmt.
Schematische Darstellung des Rotationszugbiegens (links). Prozessvideo (rechts)
Aufgabe im DFG Projekt war es, die bestehenden formgebunden Werkzeugelemente des Rotationszugbiegens geometrisch aufzulösen und zu vereinfachen.
Dies ermöglicht:
erhöhte Flexibilität des Umformprozesses
wirtschaftliche Produktion kleinerer Losgrößen
individualisierte Produkte
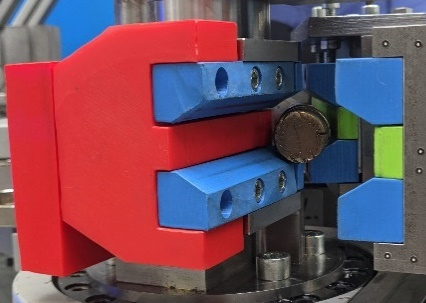
Über eine Flächenreduktionsmethode wurden schräg angestellte Kontaktflächen statt der bisherigen, voll umschließenden Werkzeuge abgeleitet.
Zum direkten Vergleich mit der konventionellen Bauform wurden diese neuartigen Werkzeuge zunächst aus Werkzeugstahl hergestellt. Mit dem Ziel der Flexibilisierung des Rotationzugbiegens können die geneigten Werkzeugflächen vertikal verstellt werden, so dass Rohre mit Durchmesser von 25 mm und 30 mm um 90° gebogen werden können. Untersucht wurden Rohre aus den Werkstoffen Edelstahl und Messing. Die Wanddicke betrug 1 mm und 2 mm.
Ergebnisse
Im Vergleich zu den konventionellen Werkzeugen ist die Deformation der Rohre stärker ausgebildet, und nimmt mit abnehmender Wanddicke zu.
Deformationsvergleich nach 90 ° Biegung: Unterschied konventionellen zu vereinfachten Werkzeugen (a). Abweichungsscan der gefertigten Rohrbögen (b)
Alle Proben weisen eine Falte am Innenbogen vor der Klemmbacke auf. Rückzuführen ist dies auf die fehlende Unterstützung im Biegeformgrund, was sich auch in den Simulationen in abgeschwächter Form zeigte und für die Qualität einen akzeptablen Umfang des Toleranzmerkmals darstellt.
Darf es eine Schicht mehr sein?
Nach den positiven Projektergebnissen mit dem reduzierten Werkzeug haben wir im Anschluss des Projekts gedacht: „Wer Kunststoff kennt, der nimmt auch Kunststoff!“
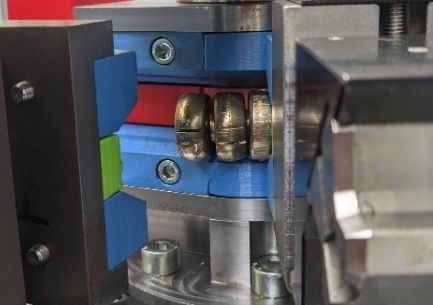
Also wurden alle Werkzeugteile auch aus Polylactide (PLA) beim Fab Lab Siegen auf 3D Druckern additiv gefertigt. Die Flexibilität des Projektes mit reduzierten Werkzeugflächen zu biegen, wird durch den additive Tooling Ansatz weiter gesteigert, da so vereinfachte Werkzeugeinsätze on-demand aus kostengünstigerem Kunststoff gedruckt werden können.
Aus Sicht des Profils erreicht man eine bessere / glattere Oberfläche. Auch die Faltenausprägung liegt in gleicher Größenordnung. Aber wer will schon gerne Falten haben? Ein Blick auf den im Innenbogen liegenden Faltenglätter zeigte, dass dieser der hohen Belastung nicht standgehalten konnte.
Flächenreduzierter Werkzeugsatz aus PLA zum Rotationszugbiegen von Metallrohren (oben) Deformationsvergleich: Unterschied konventionellen zu PLA Werkzeugen (unten)
In einer Anpassung des Werkzeugkonzepts konnte abschließend ein Rohr mit vergleichbarer Qualität wie mit den konventionellen Werkzeugen gebogen werden.
Bleibt noch die Frage wie viel Profile kann mit einem PLA-Werkzeug gebogen werden. Wenn du dies beantworte willst, komm zu uns.
Hier noch mal ein fettes Dankeschön an das Team vom Fab Lab Siegen für die Unterstützung.
Because there were some questions we would like to clarify under which conditions you can come to the Lab.
We would like to share with you some more detailed info about how to access the Fab Lab. The 3G rule applies, which means whoever is fully vaccinated, recovered or tested negative may visit the lab. However, not all tests are the same. Valid are official PCR tests with a QR code as well as rapid tests from the approved sites (not self-performed tests). University students and employees, for example, can take advantage of the university’s offer of free self-testing through Nov. 30. . The current regulations for the Fab Lab can be found here.
Finally the time has come, from Wednesday, October 13 we open once a week on Wednesdays from 2 to 8 pm. We are very excited to welcome you to the new Lab at Sandstraße 26, on Reichwald’s corner, and to work (and drink mate) with you again.
The 3G rule applies, which means whoever is vaccinated, recovered or tested negative may come by. However, seating is limited to a maximum of 20 people at any one time. Masks are mandatory throughout the Lab (except at the workplace) and safety distance. Use of the Fab Lab is still free, but as always, everyone brings their own consumables.
It is also important that everyone, including those who have worked in the lab before, must take a safety instruction. Therefore, we are offering additional safety instructions on October 13 at 2 p.m., 4 p.m. and 6 p.m.. After that, there will be regular safety instruction on Wednesdays only at 4 p.m.
As usual, you don’t need to register or pay anything for the visit or the safety briefings.
As part of my master’s thesis at the Chair of Micro- and Nanoanalytics in cooperation with the Chair of Forming Technology at the University of Siegen, I developed and subsequently commissioned a bending machine for plastic forming in the scanning electron microscope.
The bending machine will be used to perform three-point bending tests to investigate the crack initiation of bent specimens in order to better utilize materials in bending forming. Forming processes are used in the manufacture of products in many areas of daily life: Cars, aircraft, ships, piping, sheet metal forming and many more.
For a detailed examination of the bending specimens during the bending test, I built the bending machine to fit the scanning electron microscope (SEM). Since there is little space available in a scanning electron microscope, the machine had to be relatively small and light – it fits on the palm of a hand. Initial bending tests in the SEM have already been carried out.
Test setup (prototype 1 and realized machine on the sample table)
Test setup (prototype 1 and realized machine on the sample table)
Test setup (prototype 1 and realized machine on the sample table)
Prototype 2 – dimensions (width x depth x height): 10 x 10 x 5 cm, scale 1:1
Real machine – dimensions (width x depth x height): 10 x 10 x 5 cm
Prototype 2 – dimensions (width x depth x height): 10 x 10 x 5 cm, scale 1:1
Real machine – dimensions (width x depth x height): 10 x 10 x 5 cm
Rapid Prototyping
During the design phase, I used 3D printing as a rapid prototyping process. Compared to machining processes, this method has the advantage of fast production of parts based on CAD models. The first 1:1 scale prototype was designed and 3D printed during a planning and development project, also as part of my studies.
Especially at the beginning of the project, it was important to quickly get a good idea of the real dimensions of the components to be manufactured later. Thanks to the friendly support of the Fab Lab in the person of Fabian Vitt, the required components were printed quickly and without any problems. Thanks to the friendly support of the Fab Lab in the person of Fabian Vitt, the required components were printed quickly and without any problems. In this way, all those present can get a very good picture of the shape and details of the component that will later be manufactured through the 3D printouts. This is less possible with the otherwise often used printed construction drawings. 3D prototyping can lead to new fitting ideas and facilitate the identification of necessary optimizations.
My father bought the thing at the flea market sometime. The price of 5 rubles (Ц. 5Р.) is incorporated in the handle, because at that time in the Soviet Union there was the planned economy and you could get a pack of butter for the same price in the big whole country.
Problem
The drill always did its job. It is particularly suitable for small jobs and you can dose the torque manually. Only at some point the drill got stuck somewhere and my father exerted too much momentum on the big bevel gear until a few plastic teeth sheared off, rendering the thing useless. The old bevel gear consisted of two parts: The front side with the teeth was made of a plastic casting and the back side was made of some kind of metal, which was somehow connected to the plastic (unfortunately no photo). So a new bevel gear was needed.
Solution
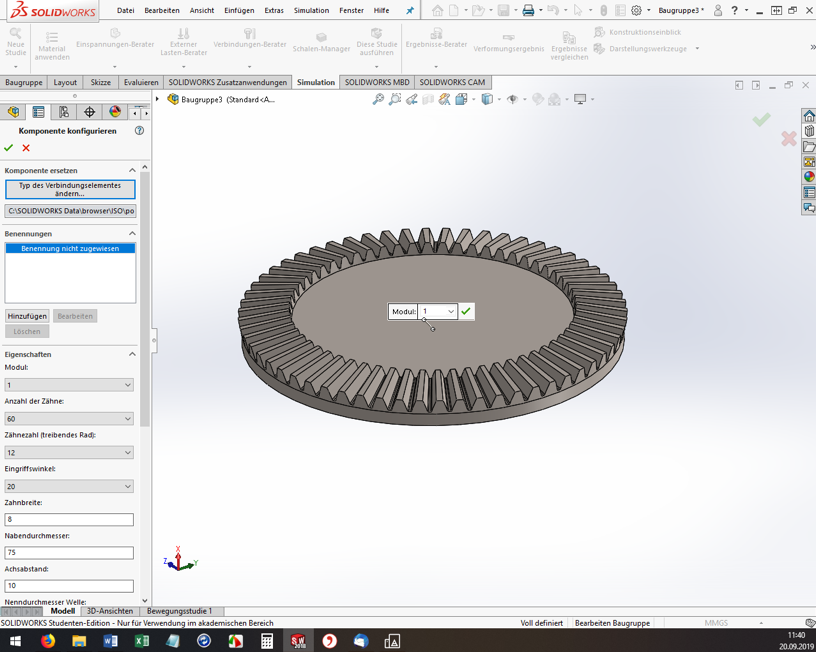
First, the teeth of the bevel gear had to be counted. There are 60 teeth. The driven bevel gear has 15 teeth, so there is a ratio of 1:4. In addition, all dimensions, such as the height of the teeth, their width and the bore diameter of the bevel gear had to be measured with a caliper gauge. The problem: the teeth are not simply arranged in a straight line, and their “focal point” is somewhere in the air. They are also wider at the outermost diameter than at the inner diameter of the bevel gear. So the geometry is a real challenge and you can’t just build the thing with a CAD program if you’re not a professional.
But what to do? Fortunately, I happened to come across a solidworks tutorial on the internet. It shows how to create configurable standard parts using the solidworks (SW) design library. And that worked well!
Procedure
Open Solidworks, open any assembly and throw out all the parts. Somehow it didn’t work out any other way for me. Then, on the right side of the screen, open the construction library and shimmy through the tree. Toolbox, ISO, power transmission, gears, degree bevel gear (driving).
For me, the ISO standard matched well with my Soviet part. Then the “Degree bevel gear (driving)” must be dragged and dropped into the assembly window. Now the “Configure component” dialog opens on the left. The module, the number of teeth, the pressure angle, etc. can be set. Here you have to experiment, have the bevel gear with the green check mark built again and again and measure it. (Tip: If you click on a component edge, the bottom info bar of SW conveniently shows the measured length directly).
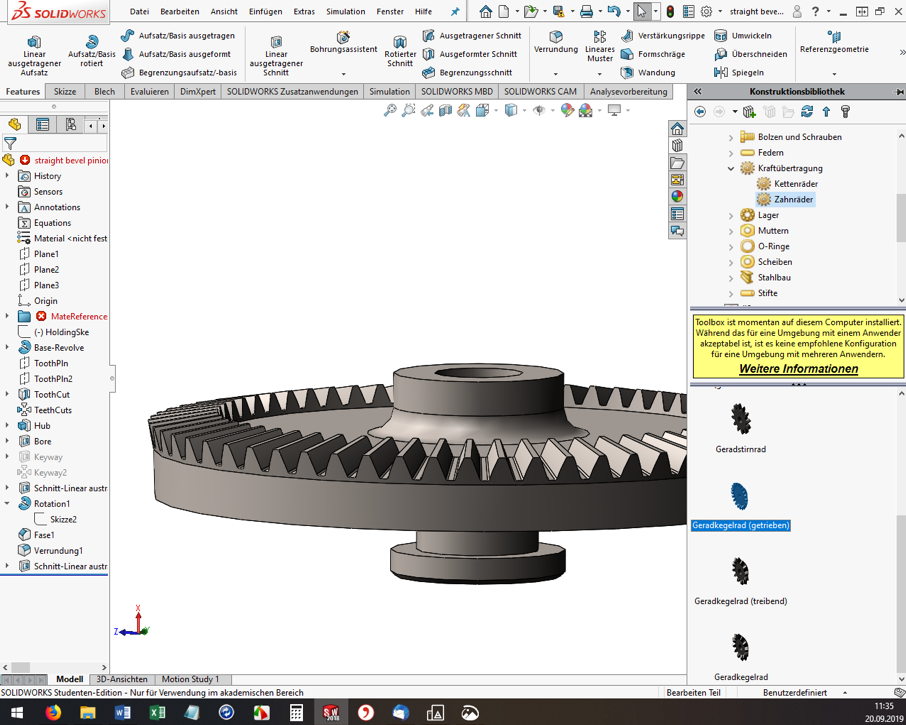
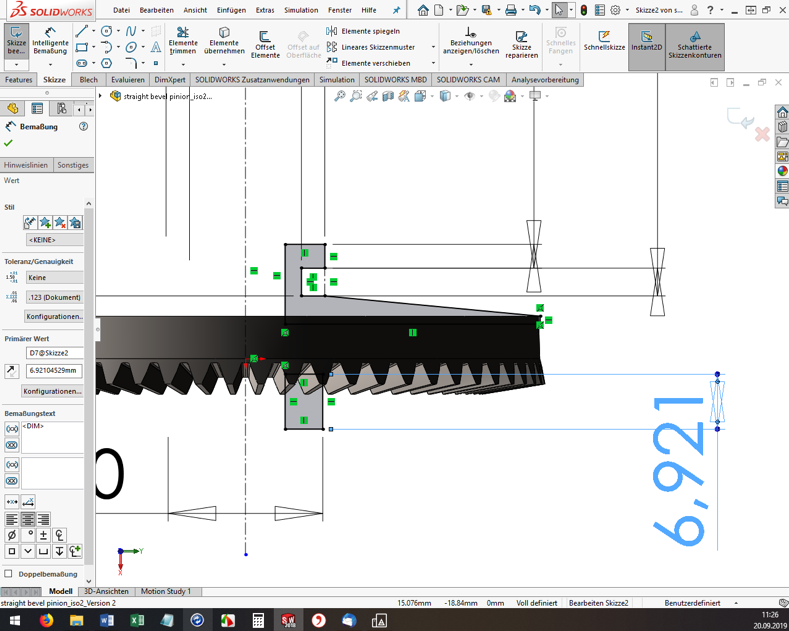
However, you cannot specify all dimensions and geometry properties in the configurator. And here’s where it gets a little tricky. If the tooth geometry of the blank created fits so far, the rest must now be added manually. I used the function “Attachment/Base rotated” to build a created sketch as a body of rotation to the blank (see screenshot). Again, I had to measure the old bevel gear over and over again.
Once you are satisfied with the part, you need to export it to *.STL format for 3D printing. And off we go to the Fab Lab Siegen! Here Fabian helped me out, showed me the 3D printers and started the printing. Thanks a lot! 😊
Result
The first print was unsuccessful (of course). In 3D printing, for example, the holes are always slightly smaller compared to the model. The teeth were also too small, so that they could not engage deeply enough with the opposing teeth. These teeth also sheared off during initial attempts. In addition, the bracket for the crank was a bit too thin and is therefore broken off.
But now it was possible to measure the printed bevel gear and improve the dimensions in SW and finally start a second attempt. However, the second time it went better than expected and the bevel gear installed beautifully. The hand drill runs very smoothly and if any problems should occur in a few years, I’ll just print out the bevel gear again 😉 .