Das Fab Lab Siegen ist neuerdings, dank der Förderung REACT-EU außerschulischer Lernort. Dass MINT-Themen hier praktische Anwendungen finden, hat auch eine Schülerinnen-Gruppe der Gesamtschule Freudenberg herausgefunden. Im Rahmen eines Projektkurses haben die Schülerinnen das Fab Lab besucht, um mehr über die Möglichkeiten digitaler Fabrikation im Rapid Prototyping herauszufinden.
Der Kurs findet im Rahmen des Kooperationsprojekts „Next Generation Design for Climate“ zwischen der Uni Siegen (Fokos und Mintus) und Schulen unserer Region statt. Gefördert wird es von der Sparkasse Siegen. Der Workshop dient als erster Aufschlag, ein breites Workshopangebot zu schaffen.
Die Schülerinnen versuchen durch konventionelles Einwegbesteck aus Kunststoff Abfälle zu reduzieren. Da Kunststoff nicht gleich Kunststoff ist, begann die Arbeit im Chemie-Labor in der Chemie-Didaktik bei Prof. Dr. Gröger unter Anleitung von Karina Souza Oliveira.
Welche Kunststoffe gibt es so? Welche Eigenschaften haben sie?
Wo kommen die Rohstoffe her und wie wird man sie nach der Verwendung wieder los?
Nachdem sich die Schülerinnen über verschiedene Materialien informiert hatten, entschieden sie sich dazu, das Filament PBS (Polybutylensuccinat) zu nutzen. PBS besteht aus nachwachsenden Rohstoffen, ist CO2-neutral hergestellt und zu Hause kompostierbar. Gute Voraussetzungen also: Das dreckige Geschirr kann direkt nach der Grillparty auf den Kompost.
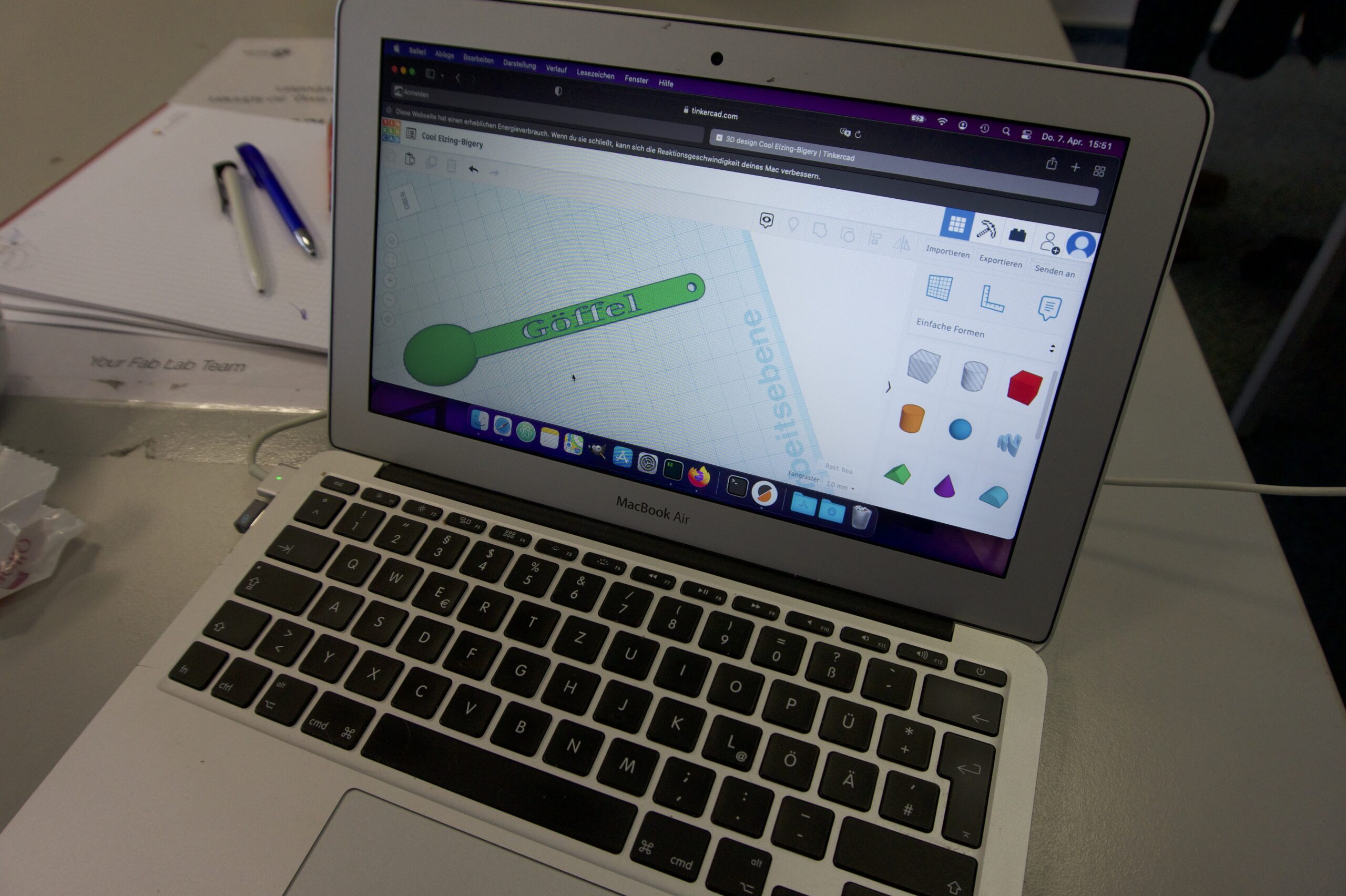
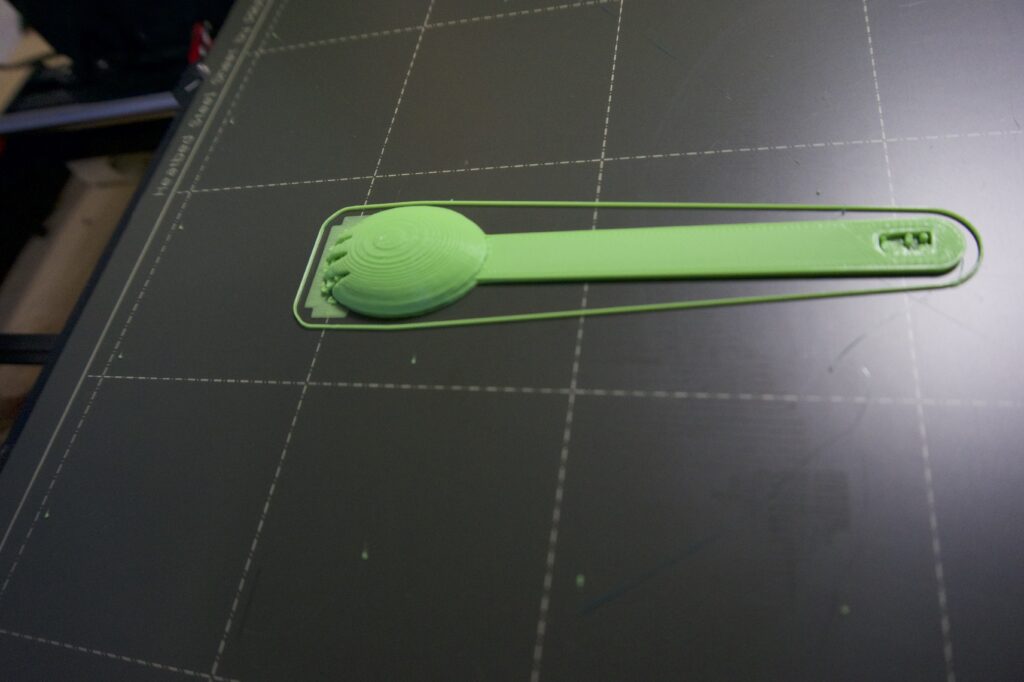
Das eigentliche Produkt (ein Göffel – Halb Gabel, halb Löffel) sollte bei uns im Fab Lab Siegen gestaltet und hergestellt werden.
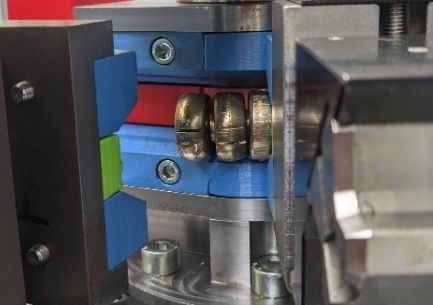
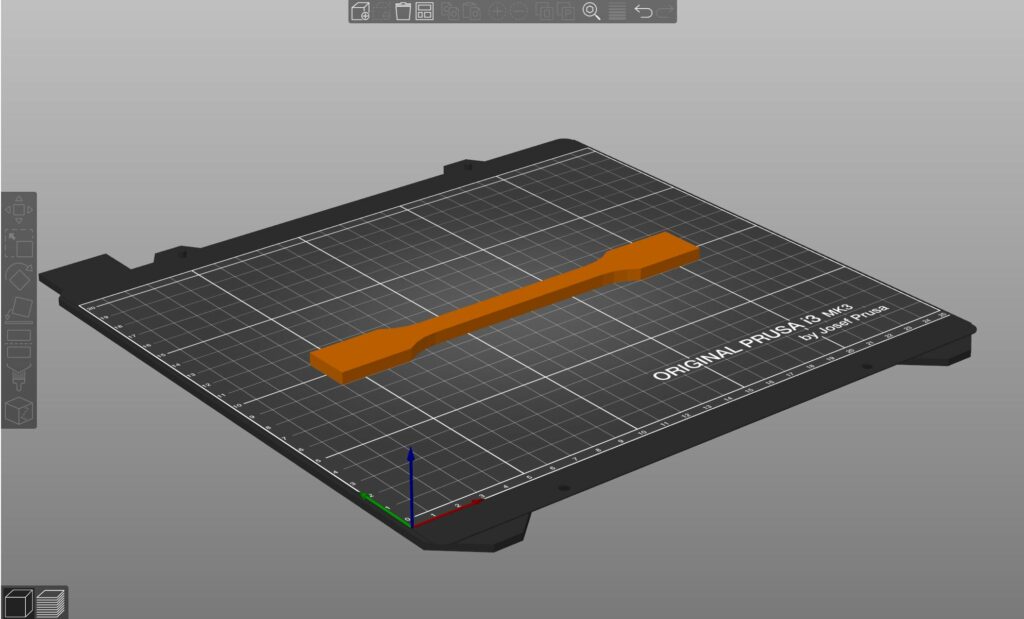
Die Gruppe wurde von Marios Mouratidis in das Fused-Layer-Modelling (FLM) 3D-Druckverfahren unterwiesen und angeleitet. Über mehrere Wochen lernte die Gruppe Grundlagen über die Funktionsweise und Bedienung von FLM 3D-Druckern, verschiedene Materialien sowie die Konstruktion mit einer CAD-Anwendung kennen. Die Prototypen wurden mit Polylactid (PLA) hergestellt. PLA ist zwar nur in Industrieanlagen kompostierbar, wird aber mit Hilfe eines Fermentations- und Polymerisationsprozesses aus nachwachsenden Rohstoffen gefertigt. Es bietet gute Eigenschaften „um mal eben“ einen Prototypen zu drucken. Das Endprodukt wird dann aus PBS gefertigt, da es deutlich elastischer und hitzebeständiger ist.
Weitere Infos zum Projekt Next Generation Design for Climate findest du hier.